Технология подготовки поверхности к окраске

В данной статье мы рассмотрим технологию подготовки поверхности к окраске после кузовного ремонта. Для сравнения возьмем процесс выполнения работ опытным специалистом-самоучкой (далее «специалист») без профессиональной подготовки и молодым жестянщиком, прошедшим обучение в Учебном центре, но без опыта практической работы.
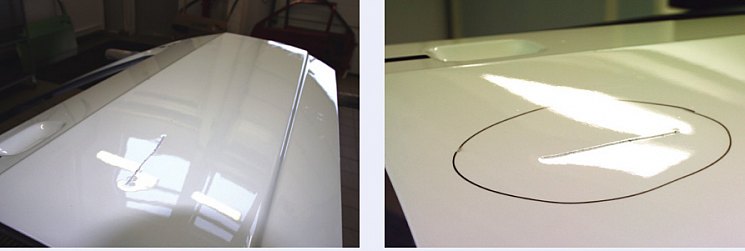
Процесс ремонта панели начинается с осмотра и определения состояния лакокрасочного покрытия (ЛКП). Если панель имеет заводское покрытие, то мы смело приступаем к подготовке поверхности. Если же панель подвергалась восстановлению, то нам необходимо определить тип ремонтного лакокрасочного покрытия.
Имеются две панели с идентичными повреждениями. Как уже говорилось ранее, рассматриваем ремонт панели специалистами кузовных цехов с различной подготовкой. В первом случае работы выполняет «специалист» – самоучка с большим опытом работ, не имеющий теоретической подготовки по технологии ремонта, во втором – сотрудник дилерского центра, прошедший обучение в Учебном центре по кузовному ремонту.
На протяжении всей статьи мы будем уделять большое внимание мерам безопасности при выполнении работ по подготовке поверхности, которые включают соблюдение правил использования инструмента и оборудования, дисциплины труда, наличие спецодежды, специальной обуви и применения средств индивидуальной защиты.
Кузовной ремонт требует, в зависимости от производимых работ, применения индивидуальных средств для защиты органов человека, в противном случае неминуемо возникают профессиональные заболевания вплоть до онкологических.

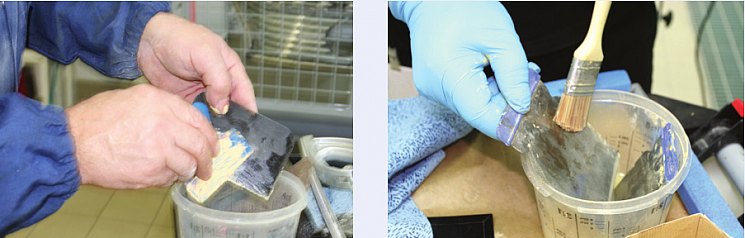
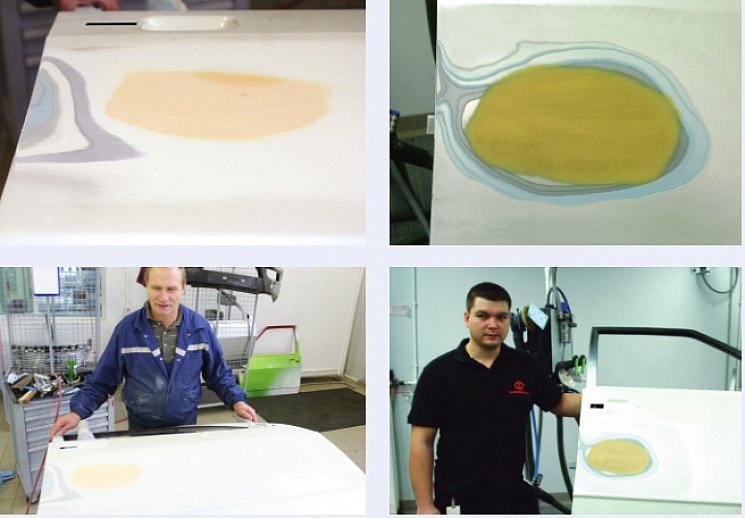
Сотрудник дилерского центра начинает ремонт панели с определения площади повреждения. В данном случае детали имеют ремонтную окраску, поэтому для определения типа ЛКП производится проверка (сольвент-тест).
Приступая к ремонту панели, «специалист» не убедился в качестве ЛКП, что может привести к лишним трудозатратам и перерасходу материала ввиду несовместимости старого и нового ремонтных покрытий.
В обоих случаях незначительные повреждения ремонтируются при помощи молотка и оправки.

После исправления поверхности детали необходимо зашлифовать поверхность. При шлифовании применяются как ручные шлифовальные блоки, так и шлифовальные машинки, которые классифицируются по приводу и типу движения рабочей платформы. Привод может быть как электрический, так и пневматический.
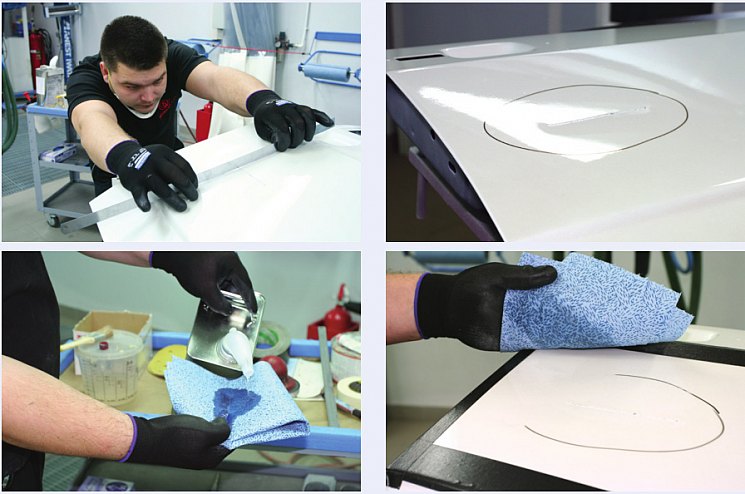
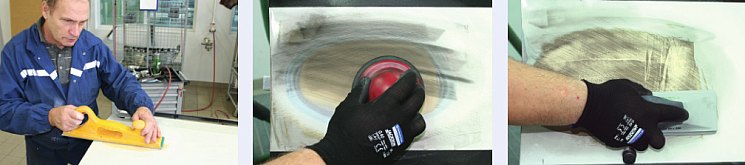
После проведения жестяных работ необходимо удалить ЛКП в зоне ремонта до металла для подготовки поверхности панели к шпатлеванию.
При удалении ЛКМ и подготовке зоны перехода «специалист» использовал шлифмашинку прямого действия, которой невозможно сделать зону перехода на ЛКП, а также пренебрег средствами индивидуальной защиты. Работник дилерского центра правильно подготовил зону перехода, защитив ребра от повреждения специальной лентой, сделал правильный выбор инструмента и абразивного материала.

После проведения жестяного ремонта невозможно добиться идеальной формы поверхности панели, поэтому рекомендуется применить ремонт шпатлеванием. Работы по шпатлеванию и шлифованию рекомендуется проводить на специальных подготовительных постах, оборудованных системами энергообеспечения и пылеудаления.
В процессе эксплуатации на ЛКП автомобиля возможны попадания как силиконов, так и жиров и солей, поэтому перед началом ремонта наружной панели необходимо удалить присутствующие загрязнения методом обезжиривания соответствующими составами. Процесс обезжиривания осуществляется двумя салфетками. Одна салфетка смочена обезжиривателем, который растворяет жиры на ЛКП, другая – впитывает и удаляет этот раствор.
«Специалист», пренебрегая средствами индивидуальной защиты, для обезжиривания применяет активный растворитель 646, при этом использует одну смоченную салфетку, которая растворяет, но не удаляет жиры. Жестянщик ДЦ обезжиривание производит верно – используя две салфетки и обезжириватель Silicon Off (Nippon Paint).
Шпатлевка имеет пастообразную консистенцию. Она предназначена для заполнения вмятин, которые не могут быть заполнены грунтом наполнителем. Процесс шпатлевания включает подготовку поверхности, смешивание и нанесение шпатлевки, сушку и шлифование. При проведении данных работ необходимо защитить кожу, органы зрения и дыхания.
При подготовке поверхности удаляется ЛКП в зоне ремонта до металла при помощи осевой либо орбитальной шлифовальной машинки, с последующим сглаживанием кромок на слое краски эксцентриковой шлифовальной машинкой двойного действия. Продукты шлифования удаляются сжатым воздухом, после чего зона ремонта обезжиривается. Панель готова к нанесению шпатлевки.
Приготовление шпатлевки должно производиться согласно рекомендациям завода-изготовителя. Перед использованием шпатлевки необходимо ознакомиться с пиктограммами на упаковке, которые указывают правила использования и хранения материала.

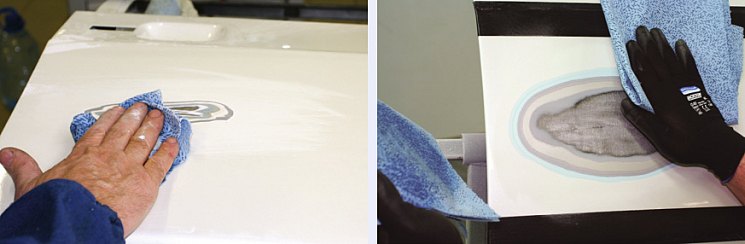
Нанесение производится при помощи шпателей различной формы и жесткости в зависимости от формы детали и площади ремонта. Шпатлевку следует наносить внимательно, чтобы не образовались воздушные пузыри, а также удалять излишки, оставшиеся по краям ремонтируемого участка, при этом не забывая о средствах индивидуальной защиты.

В первом случае «специалист» нанес непромешанную шпатлевку (на фото слева видны розовые следы плохо перемешанных компонентов шпатлевки). Во втором случае шпатлевка хорошо промешана и нанесена правильно.

Инструмент необходимо немедленно отмыть от остатков шпатлевки, не забывая про средства индивидуальной защиты, так как в противном случае его будет невозможно использовать в дальнейшей работе.
На фото слева – полное пренебрежение средствами индивидуальной защиты.
Шпатлевка, применяемая при ремонте, – полиэфирная, приготавливается путем смешивания в определенных пропорциях с отвердителем. Процесс полимеризации шпатлевки начинается сразу после смешивания компонентов, поэтому использовать шпатлевку необходимо в течение 4–5 мин при 20 °С.
Полная полимеризация шпатлевки происходит в течение 20–30 мин при температуре 20 °С. Для ускорения сушки полиэфирной шпатлевки можно использовать нагревательные приборы, ускоряющие этот процесс, как правило, это инфракрасные (ИК) лампы. При использовании нагревательных приборов время сокращается до 4–5 мин при температуре 50 °С.
На фото слева сушка зашпатлеванного участка производится некорректно – неправильно выбрано расстояние, возможен перегрев материала с последующим отслоением.
Для шлифования шпатлевки и восстановления первоначальной формы поверхности применяем ручной шлифовальный блок с закрепленным на нем абразивным материалом или шлифовальную возвратно-поступательную машинку.
При выполнении различных этапов работы используется абразивный материал определенной градации. Например, для удаления ЛКП и придания первоначальной формы панели необходимо использовать крупный абразив, а для расшлифовки кромок и понижения риски – более мелкий. В свою очередь, для подготовки ремонтного участка к грунтованию применяется еще более мелкая градация абразивного материала. Порядок выбора размера абразивного материала очень важен, так как несоблюдение шага градации абразива влияет на качество выполненной работы и трудозатраты.
При обработке зашпатлеванного участка необходимо выбирать размер и форму плашки, соответствующие площади повреждения. В данном случае желтая плашка выбрана неверно (длина плашки превышает зону повреждения и при шлифовании увеличивает зону ремонта).
После окончания шлифования производится контроль качества выполненной работы всеми способами (на блик, на ощупь и при помощи линейки).

«Специалист» передал маляру деталь с направленной глубокой риской, шпатлевка осталась на ЛКП, и профиль детали не соответствует первоначальной форме.
Основные итоги
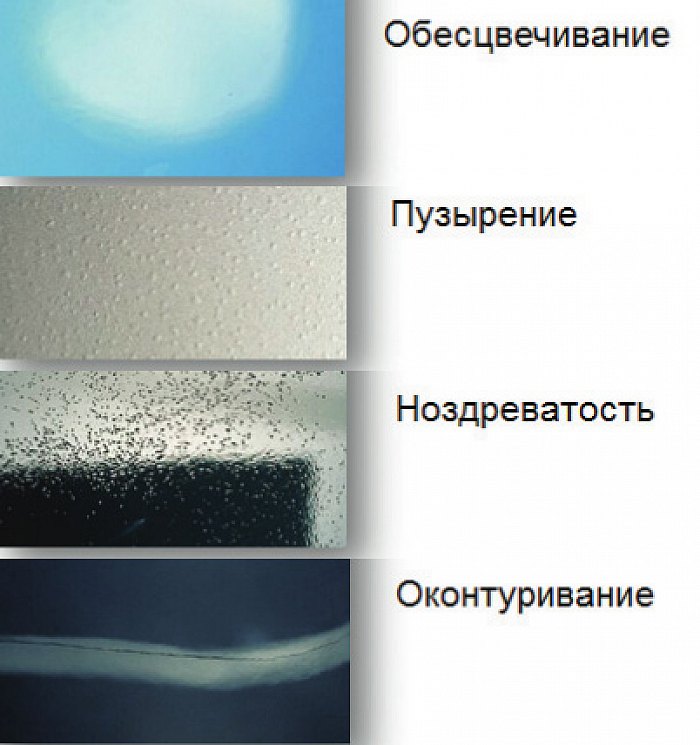
Несоблюдение технологии подготовки и ремонта панели влечет за собой дефекты ЛКП.
В следующих статьях мы обсудим конкретные причины возникновения различных дефектов ЛКП и расскажем о методах их предотвращения.
Константин Дегтерев, руководитель группы обучения технологиям кузовного ремонта Учебного центра Nippon Paint
Владимир Горчаков, ведущий инструктор группы обучения технологиям кузовного ремонта Учебного центра Nippon Paint



