Стамбул, Тюйап, «Автомеханика»

Статистика знает всё
Собственно, началом этой статьи стала редакционная колонка. Да, с 11 по 14 апреля в конгресс-центре Тюйап, что на окраине Стамбула, состоялась очередная профессиональная выставка Automechanika Istanbul 2013.
Разделы ее были традиционны:
• автомобильные компоненты и запчасти – от кузова и двигателя до систем безопасности и связи;
• ремонт и техническое обслуживание транспортных средств, оборудование и технологии;
• аксессуары, тюнинг, дизайн;
• сервисные станции и автомоечный бизнес: строительство, организация, оснащение;

• IT-технологии и управление автосервисным бизнесом, страхование, лизинг, финансы.
Турецкие выставки автомеханического профиля проходят раз в два года. Если спросить, что характерно для этих форумов, ответ будет таким: устойчивая положительная динамика развития. И лучше всего об этом скажут цифры, сведенные в таблицы. Вот данные по числу экспонентов, т.е. участников, предлагающих свои автокомпоненты, системы, оборудование, технологии (табл. 1). Немного сдав позиции по числу стран, откуда прибыли экспоненты (минус одна страна), ярмарка отыгралась на количестве участников – здесь прирост составил аж 146 компаний.
А теперь посмотрим в табл. 2, где приводится число посетителей, или гостей, или визитеров. Как ни назови, главное – они профессионалы автобизнеса. «Чужие здесь не ходят». Комментарии излишни: налицо существенный прирост, основанный на живом коммерческом интересе, что для профессиональной выставки вполне естественно.

Снова вернемся к экспонентам. Из 1245 участников 709 были свои, турецкие. Кстати, в прошлый раз таковых насчитывалось 615, что говорит о значительном росте национального автобизнеса. Но и клиенты этого самого бизнеса не ударили в грязь лицом: из 43 812 зарегистрированных посетителей 31 453 были граждане Турции.
Как выглядели павильоны? В общем-то, как всегда. Крупные мировые концерны, например, Federal-Mogul, Bosch, MANN+HUMMEL и др., конечно же, имеют в Турции свои представительства – они-то и задавали технологический уровень экспозиции. Но по количественному составу их теснили (и небезуспешно) «землячества» – объединенные экспозиции из Германии, Италии, Тайваня и других стран. Самую мощную «диаспору» составили, понятно, китайцы.
Что касается хозяев выставки, они были традиционно представлены мощными мультибрендовыми компаниями, официальными дистрибьюторами лидеров мирового рынка, и множеством относительно крупных, средних и мелких производителей фильтров, колодок, деталей подвески, двигателя и других компонентов, а также турецкого гаражного оборудования.
Уровень или, если хотите, авторитет мероприятия, как и в прежние годы, поддерживался участием ряда профессиональных объединений. Среди них AASA – Ассоциация поставщиков ремонтного оборудования в афтемаркете, ASA – Федеральный союз производителей и импортеров автомобильного сервиса (Германия), EGEA – Европейская ассоциация гаражного оборудования (Бельгия), ZDK – Федерация авторемонта (Германия) и др. А в конференц-залах проводились лекции и семинары Академии Automechanika.
Тут же отметим, что одновременно с Automechanika в конгресс-центре Тюйап работала еще одна выставка – нефтяная, под названием Petroleum 2013. Понятно, что она тоже связана с автомобильной тематикой: топливо, заправки, инфраструктура – куда ж без них?
А теперь остановимся на некоторых экспонатах – увы, не слишком подробно, поскольку журнальная площадь ограничена.
Пожалуйте мыться
На следующей странице показана «стиральная машина» для автосервиса – моечная установка для блоков двигателя, головок блока цилиндров, коробок передач и тому подобных крупногабаритных деталей. Идея установки не нова и реализация проста, но всё же смотрите, как удобно! Установил грязный блок на поворотный стол, закрыл крышку, набрал на пульте программу и нажал кнопку. Из форсунок под крышкой под заданным давлением бьют струи моющего средства, блок вертится под ними, разве что не фыркает довольно.
Нужное оборудование? Спору нет, конечно же, да. Для моторного участка особенно. Операции расточки гильз, хонингования цилиндров, перешлифовки шеек коленчатого вала требуют чистоты деталей «до» и «после» – пожалуйста, мы обеспечиваем эту чистоту. Ни старого масла, ни металлической стружки после механических операций на деталях уже не будет – бери и собирай агрегат. В нем не будет технологического абразива, убийственного для прецизионных пар. А значит, путь до очередного капитального ремонта будет долгим. Но это как раз тот случай, когда большие расстояния в радость.
Как я любовался коленчатым валом
Кстати, о деталях двигателя. Вот турецкая фирма предлагает коленчатые валы для грузовых дизелей. Нагрузочки там – будь здоров, в том числе и усталостные. Как повысить усталостную прочность коленчатого вала?
Одно из слабых мест этой детали – галтели коренных и шатунных шеек, зона перехода от шейки к щеке вала. В технике такие участки называют концентраторами напряжений.
Давайте, не особо углубляясь в физику, сопромат и металловедение, вспомним – почему происходит усталостный излом детали? Согнем обычный прутик. Снаружи изгиба кора натянется – там возникнут растягивающие напряжения; изнутри изгиба она соберется складками, сморщится – там возникнут сжимающие напряжения.
Так и в двигателе: под нагрузкой коленчатый вал стремится изогнуться. Но поскольку он вращается, в галтелях попеременно возникают то растягивающие, то сжимающие напряжения. И при работе двигателя так происходит миллионы раз подряд: сжимающие – растягивающие, сжимающие – растягивающие...
Сжимающие напряжения не страшны, а вот растягивающие... Подобно маленьким клиньям они провоцируют рост микротрещин, и в конце концов вал не выдерживает – ломается. Грозит ли это турецкому коленчатому валу? При внимательном рассмотрении приходишь к выводу, что нет, не грозит.
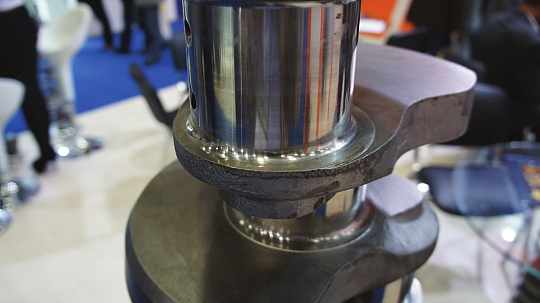
Галтели у этого вала ровные, блестящие, с зеркальным блеском. Это значит, что они обработаны методом поверхностного пластического деформирования (ППД). Чем хорош этот метод в сравнении со шлифованием и полировкой – ведь они тоже обеспечивают чистоту и блеск поверхности?
А вот чем. Если обработать галтели методом ППД, а именно прокатать их твердосплавным роликом, поверхность в момент контакта с роликом галтели «оживает». Металл, условно говоря, «течет», микровыступы и микровпадины разглаживаются, за счет чего поверхность галтели старается увеличиться. А поскольку увеличиваться ей особо некуда, на поверхности галтели возникнут сжимающие напряжения – их называют остаточными напряжениями.
А дальше... правильно, при вращении вала остаточные напряжения сжатия будут складываться с растягивающими напряжениями, нейтрализуя их. И миллионы рабочих циклов будут выглядеть так: сжимающие – нулевые, сжимающие – нулевые... Благодаря этому усталостная прочность коленчатого вала возрастет многократно! И еще: класс чистоты галтелей повысился, им не потребуется финишная обработка.
Специалистами давно установлена связь между упрочняющим усилием, геометрией и материалом инструмента и величиной остаточных напряжений. Для упрочнения различных деталей созданы хитроумные приспособления. Так и здесь: галтели коленчатых валов обрабатывают на специальных станках с клешнями, в которых размещены твердосплавные ролики. Клешни опускаются на галтели коренных и шатунных шеек и поджимаются гидравликой. После зажима клешни приводятся от специального мастер-вала (фактически такого же «колена», но изготовленного с высокой точностью), повторяя его движения. Таким образом, производится упрочняющая обработка (накатка) галтелей всех шеек одновременно.
Безусловно, основное применение метода ППД – промышленное. Но оно существенно облегчает жизнь ремонтникам. И отрадно, что турецкие производители автокомпонентов и здесь оказались на высоте.
Москва – Стамбул – Москва