«Подголовники»

О чем пойдет речь
Если произнести слова «детали двигателя», не избежать разговора о поршнях, кольцах или вкладышах. О прокладках вспомнят в последнюю очередь – мол, одноразовые и не очень дорогие детали. Чтобы их менять, особой квалификации вроде бы не требуется…
Однако любой моторист или опытный водитель подтвердит, что разгерметизация стыков в двигателе чревата серьезными неприятностями. На первом месте здесь стоит соединение блока с головкой. Эта пара уплотняется деталью, именуемой «прокладка под головку блока цилиндров». В обиходе ее называют проще – прокладка ГБЦ. Именно эти изделия станут предметом сегодняшнего разговора.
Говоря о классификации уплотнений, не будем рассматривать двигатели с бесподкладочными стыками, это тема отдельной статьи. В остальном специалисты подразделяют прокладки ГБЦ на три большие группы: металлические, комбинированные и мягкие.
В таком делении есть одна оговорка. В настоящее время все типы прокладок делаются из нескольких слоев материала или нескольких материалов, т.е. любые прокладки являются комбинированными. Но один из материалов является преобладающим. Именно он дает название группе.
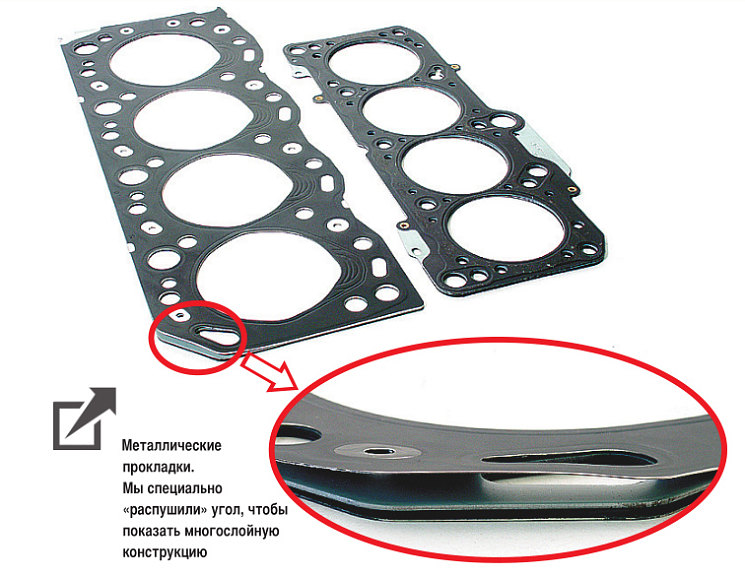
Металлические прокладки
Металлические прокладки изготавливаются из нескольких слоев стальных или медных (латунных) листов. Возможны и комбинации разных металлов.
Хрестоматийным примером могут служить уплотнения двигателя ЯМЗ‑206 для первого поколения КрАЗов. Кстати, прототипами этих 6-цилиндровых двухтактных дизелей были американские моторы GMC – следовательно, и способ их уплотнений прибыл к нам из-за океана. Впрочем, изобрели их не американцы. Родина металлических прокладок – Япония.
Но вернемся к ЯМЗ-206. Эти дизели имели степень сжатия 17 и момент затяжки шпилек 24 кгм (~240 Нм). Прокладки для них собирались из шести стальных листов 08КП толщиной 0,26 и 0,4 мм. Один лист имел специальную отбортовку в отверстиях под камеры сгорания. Шпильки располагались равномерно вокруг цилиндра, что обеспечивало надежное уплотнение.
Из современных автомобильных двигателей со стальной прокладкой можно назвать японские дизели Komatsu, дизели Daimler и ряд других именитых моторов.
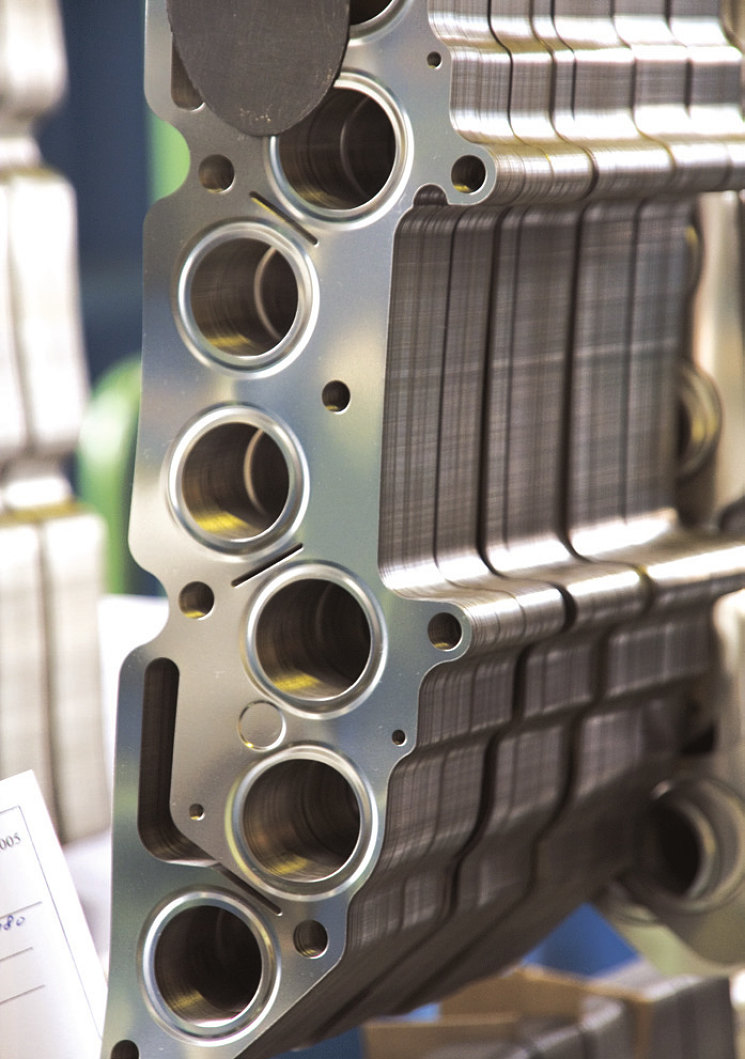
К преимуществам металлических прокладок относят высокую надежность и возможность многократного использования. К недостаткам – значительные усилия затяжки шпилек, требующие высокой жесткости блока, большой собственный вес прокладки и немалую стоимость.
Кроме того, металлические прокладки требуют особой точности и чистоты изготовления сопрягаемых поверхностей блока и головки. Впрочем, для современных автомобильных концернов это является повседневной нормой.
Интересно заглянуть и в смежную отрасль. На дизелях челябинского тракторного завода для военных гусеничных машин и танков применялась прокладка, состоящая из двух медных листов. Между ними закладывался лист из асбестовой бумаги толщиной 1 мм. Нижний металлический лист имел отбортовку не только на отверстия камер сгорания, но и на масляные каналы.
Существуют и прокладки, выполненные из графитных листов. Просьба не путать с графитовым покрытием традиционных мягких прокладок и графитным наполнителем безасбестовых материалов. Однако ведущие зарубежные производители считают графитные прокладки малоперспективными, поэтому распространение их ограничено.
Комбинированные уплотнения
В комбинированных соединениях камера сгорания уплотняется металлическим кольцом, а жидкостные каналы – мягкими прокладками. Такие уплотнения позволяют создать высокие контактные давления на небольших участках (буртиках гильз). Тем самым обеспечивается надежная герметизация при относительно небольших монтажных усилиях в сравнении с металлическими прокладками.
Каждый цилиндр закрывается отдельной алюминиевой головкой. Камера сгорания уплотняется стальным кольцом, в контакте с еще одним кольцом, запрессованным в головку. Герметизация жидкостных каналов осуществляется фторкаучуковой прокладкой.
Такие системы используются, например, в дизелях Cummins. А вообще применение отдельных головок для каждого цилиндра и раздельных уплотнений камер сгорания и жидкостных каналов распространено в дизелестроении очень широко. Безусловное преимущество комбинированных уплотнений – возможность вскрытия одного цилиндра.
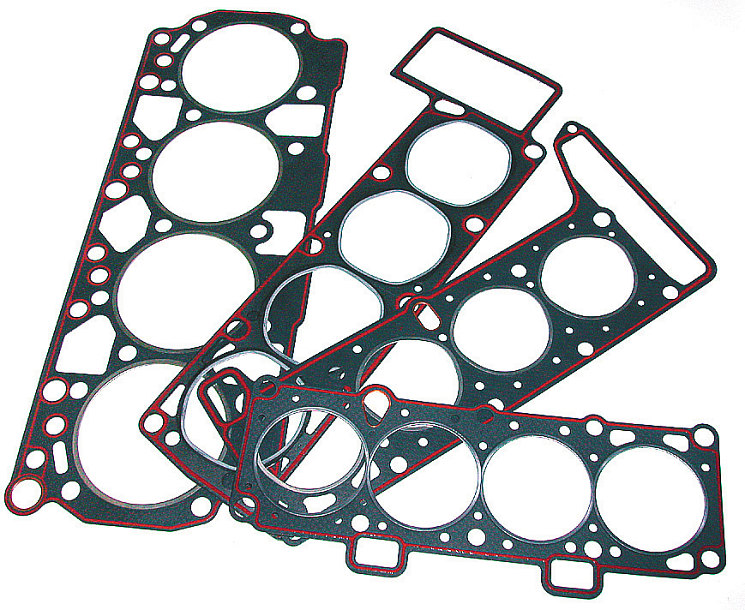
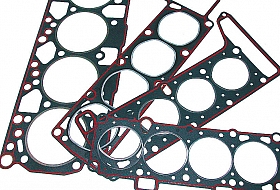
Мягкие прокладки
Это хорошо знакомые изделия, вырубленные из комбинированного полотна (подробнее о нем ниже). Они имеют окантованные окна для камер сгорания и прохода жидкостей.
Преимущества мягких прокладок заключаются в простоте уплотнения, которое компенсирует неровности и деформацию сопрягаемых поверхностей. А еще – в относительной дешевизне.
К недостаткам относят меньшую надежность уплотнения при высоких давлениях, необходимость дополнительной подтяжки в эксплуатации и одноразовое использование. Не редкость и прилипание прокладки к соединяемым поверхностям, что вызывает необходимость их очистки при вскрытии стыка.
Тенденции моторостроения
Прежде чем перейти к условиям работы прокладок, перечислим тенденции моторостроения, важные для производителей уплотнений. Иными словами, что надо учитывать конструктору современной прокладки? А вот что:
- компактный дизайн двигателя (downsizing), малую площадь уплотняемой поверхности, «мягкие» отливки блока и его головки;
- рост числа малогабаритных дизелей для легковых автомобилей;
- увеличение рабочих температур и пиков давления при сгорании смеси;
- полный отказ от дополнительных «подтяжек» прокладки;
- международную унификацию технологий, появление единых стандартов для автомобильных прокладок и других запчастей;
- популярность «философии отсутствия утечек» и увеличение срока гарантии на герметичность любого соединения.
Да, моторостроение не стоит на месте, конструкторы двигателей непрерывно совершенствуют свои детища. В их арсенале – оптимизация турбонаддува, повышение частоты вращения коленчатого вала, увеличение степени сжатия, а также применение новейших конструкционных материалов.
Значит, производители прокладок должны не отставать от моторостроителей? Нет, они должны идти впереди. Иными словами, им нужно быть постоянно готовыми к заказу на «прокладку завтрашнего дня».
Условия работы прокладок
Эти условия иначе, как экстремальными, не назовешь. Прокладки контактируют с топливом, маслом, охлаждающей жидкостью, продуктами сгорания рабочей смеси – и все это в условиях высоких температур и переменного (пульсирующего) давления.
Как же это выглядит в цифрах? При создании прокладок учитывают, что они работают в контакте с газами, температура которых изменяется от минусовых значений (воздух на зимней стоянке) до 2000° С и более. Давление же газов варьируется от атмосферного до 14 МПа. А это более 147 технических атмосфер.
В местах уплотнения масляных и жидкостных каналов действуют антифриз и масло с температурой до 120° С и сравнительно небольшим постоянным давлением.
Что касается механики, то в зоне уплотнения стыка происходит следующее. При рабочем ходе поршня головка блока стремится прогнуться и переместиться вверх, вытягивая шпильки. Естественно, что по условиям герметичности прокладка должна постоянно прижиматься к ее поверхности. Усилие этого прижатия должно быть больше развиваемого газами.
По данным исследований, гарантированное уплотнение стыка обеспечивается монтажной нагрузкой на поверхности в пределах 50–200 МПа. Но это, повторяем, для противостояния давлению газов. А ведь имеются еще и локальные тепловые деформации сопрягаемых поверхностей.
Разумеется, приведенные цифры дают лишь порядок величин и варьируются в зависимости от типа двигателя и конструкции прокладок. Для водителя или ремонтника эта информация преобразуется в цифры момента затяжки шпилек или болтов, приводимые в инструкции по эксплуатации автомобиля.
Восстанавливаемось и сжимаемость
Формальные технические требования к прокладкам ГБЦ таковы:
- материал прокладок должен заполнять микро- и макронеровности привалочных поверхностей, компенсируя их погрешности;
- предел текучести комбинированного материала не должен быть меньше монтажного давления 200 МПа;
- прокладка должна сохранять упругость при пульсирующем давлении и любом температурном режиме двигателя;
- материал прокладки должен обладать низкой динамической усадкой при циклическом нагружении;
- материал прокладки должен длительно сохранять контактные давления, т.е. противостоять релаксации напряжений;
- прокладка должна иметь невысокую степень прилипания, что влияет на возможность ее повторного использования при переборках двигателя;
- материал прокладки должен быть стоек к вымыванию наполнителя жидкостью или газами и не набухать при контакте с ними.
Все упомянутые упруго-пластические свойства материала оцениваются:
- сжимаемостью;
- восстанавливаемостью;
- усадкой.
И все это при определенном давлении и температуре. Конкретные значения отражены в нормативной документации. Об этом – в следующем разделе.
Завод и потребитель едины
Формальные требования выставляет заказчик – моторный завод. Это довольно объемистый документ. В нем перечислены необходимые физико-механические свойства прокладки в процентах: сжимаемость, восстанавливаемость и усадка материала при заданных давлениях и температурах. Строго определены увеличения толщины и массы прокладочного материала в масле, антифризе и топливе и многое другое.
А конечный потребитель – водитель или моторист – выразит свои пожелания короче: прокладка должна надежно герметизировать стык, не «пробиваться» в процессе эксплуатации и не требовать частой подтяжки, а в идеале вообще обходиться без нее. Он, потребитель, желает просто-напросто затянуть головку требуемым моментом – и вперед.
Однако если вдуматься, и моторный завод, и потребитель скажут об одном и том же. Возьмем, например, сжимаемость прокладки. Чем она ниже, тем строже будут требования к качеству уплотняемых поверхностей.
И наоборот – высокая сжимаемость «простит» некоторые огрехи этих поверхностей. Иными словами, сжимаемость определяет ту самую герметичность стыка, без которой уплотнение – не уплотнение, и ремонт – не ремонт.
А оптимальное сочетание сжимаемости и восстанавливаемости позволит обойтись без дополнительных подтяжек головки блока и регулировок зазоров клапанов.
Как ее изготавливают
Прокладки ГБЦ вырубают из многослойного полотна. В его основе – каркас из перфорированной жести, покрытый с обеих сторон полимерной композицией. Когда-то она содержала асбест (отсюда название «асбестовая прокладка»), сегодня его заменяют другие ингредиенты. Какие именно, производители прокладок держат в секрете.
Таким образом, современная мягкая прокладка ГБЦ являет собой многослойную конструкцию, этакий «сэндвич», в котором каждый слой решает строго определенную задачу.
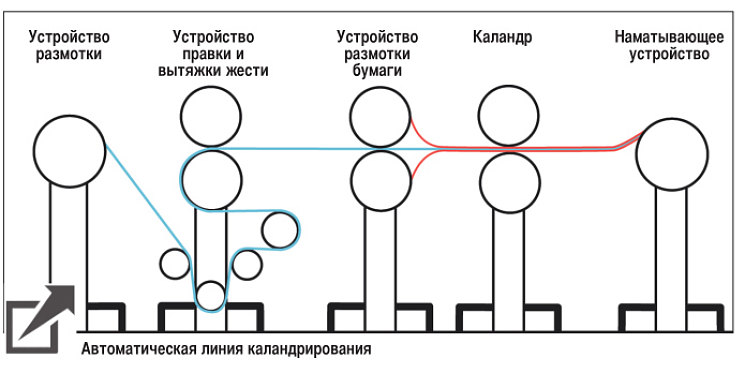
Чтобы в дальнейшем свободно оперировать терминами, давайте ознакомимся с технологией изготовления прокладок ГБЦ. Ее основные этапы таковы:
- изготовление специальной бумаги на полимерной основе;
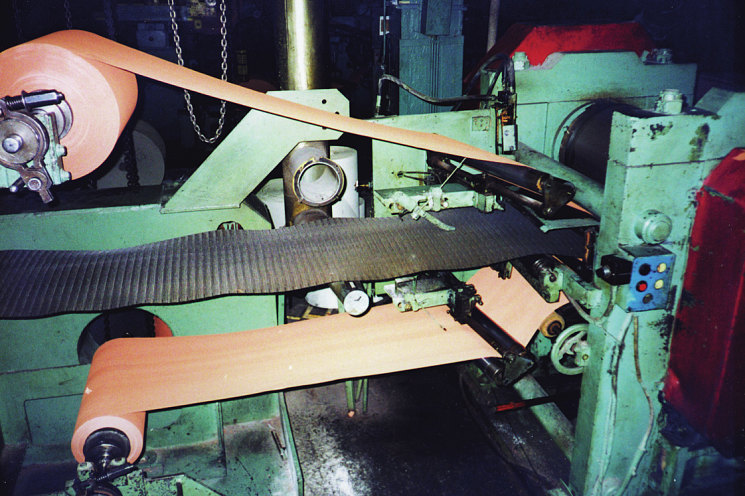
- перфорация жести;
- сборка прокладочного полотна (жесть обкладывается бумагой и пропускается через обжимные валки каландра);
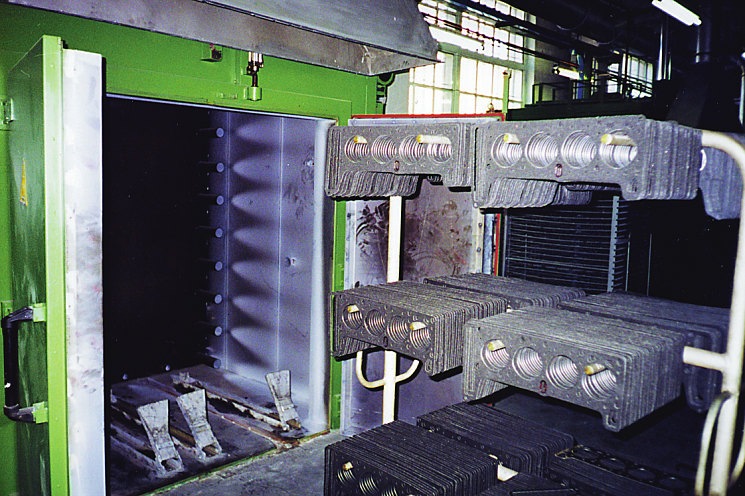
- обмазка, пропитка и вулканизация полученного материала;
- вырубка прокладок в специальных штампах;
- окантовка отверстий камер сгорания и жидкостных каналов прокладки и калибровка.
Применение полимерной бумаги – не единственный способ получения полотна. В свое время фирма Elring предложила такую технологию: жесть обкладывается специально приготовленной массой и потом пропускается через каландр.
А вот, например, фирма Frenzelit покрывает жесть бумагой – правда, для этого необходима специальная бумагоделательная машина. Зато этот способ обеспечивает более равномерную плотность полотна.
Технологические «изюминки»
А теперь несколько интересных подробностей. Поверхность жести после перфорации более всего напоминает, пожалуй, двустороннюю терку. Зубчики с обеих сторон стальной ленты готовы к контакту с полимерным покрытием – но все ли производители делают их правильно?
Нет, конечно. В настоящее время известны два типа перфорации, применяемой в производстве прокладок ГБЦ: круглая и прямоугольная. «Продвинутые» заводы применяют круглую, и вот почему.
Во-первых, при круглой перфорации прочность жести в продольном и поперечном направлениях практически одинакова. В то время как прямоугольная перфорация делает прокладку анизотропной. Кроме того, «прямоугольная» технология не обеспечивает воспроизводимости свойств изделия: две одинаковые прокладки могут существенно отличаться по прочности на разрыв.
Во-вторых, круглая перфорация позволяет получить плоскую поверхность между выступами (зубчиками). И наконец, в-третьих, она дает возможность оптимизировать распределение зубчиков по площади изделия, обеспечивая надежное сцепление жести с полимерным «покрывалом».
Итак, прокладочное полотно собирают, пропуская перфорированную жесть и бумагу через валки каландра. Рациональная перфорация жестяной основы и фирменные ноу-хау для полимерных композитов позволяют прокладке адаптироваться к вертикальной нагрузке – причем к любой, даже очень большой. Опасные пики при этом сглаживаются без нарушения уплотнения – разработчики называют этот процесс «горизонтальным выравниванием».
И еще: при использовании правильно изготовленных прокладок усилия распределяются по краям гильз равномерно, уберегая цилиндры от деформации и, следовательно, от повышенного расхода масла, ускоренного износа и прорыва газов в картер.
Оптимально подобранные показатели восстанавливаемости и сжимаемости допускают длительную эксплуатацию прокладки без дополнительной регулировки клапанного механизма. А специальное антипригарное покрытие позволяет легко, а главное, безболезненно для двигателя демонтировать прокладку при ремонте.
А теперь несколько слов об окантовке газовых отверстий. Этот элемент выполняет несколько функций:
- упрочняет и защищает кромки отверстий;
- увеличивает изгибную прочность прокладки, что важно при ее транспортировке и монтаже;
- выполняет роль теплового моста между массами блока и головки.
При покупке прокладки ГБЦ на окантовку надо обращать особое внимание. Суммарная (на обе стороны) высота буртиков окантовки не должна превышать 0,3 мм, и опытные мастера «ловят» ее, проводя по детали ногтем. Впрочем, для современных прокладок эти навыки не понадобятся: высота означенных буртиков у них исчисляется не десятыми, а сотыми долями миллиметра.
Что касается недорогого «ширпотреба», его следует осматривать особенно внимательно. Не допускаются «гармошки» металла, а также чрезмерно большие выступы над плоскостью прокладки – иначе при затяжке головки может возникнуть упомянутая выше деформация гильз. Подробнее об окантовке мы поговорим в разделе «Внимание: подделки!».
Куда наносить герметик?
Предположим, надо запустить в серию новую прокладку ГБЦ. Как определить зоны недостаточного сжатия прокладки при ее монтаже?
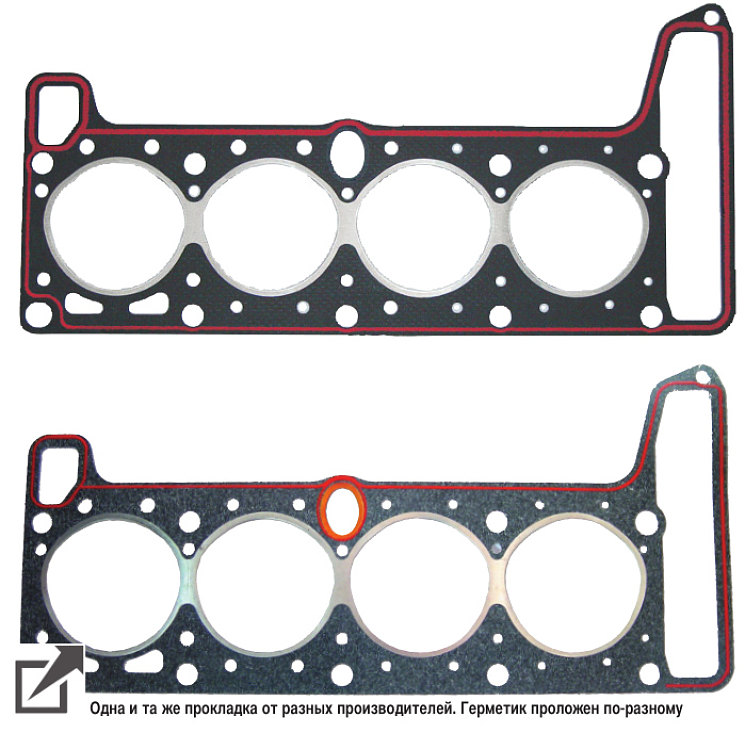
Для этого в заводской лаборатории проводят эксперимент. Прокладку зажимают в стыке вместе со специальным индикатором – бумагой «Фуджи» (Fuji), меняющей свой цвет в зависимости от давления.
Потом разбирают соединение – и вот они, зоны, проступили на бумаге! После этого на серийные прокладки в нужных местах наносят специальный герметик в виде полосок белого или другого цвета. Эта операция, выполняемая методом трафаретной печати, обеспечивает герметичность, исключая возможность течи масла или охлаждающей жидкости.
Эта технология чем-то напоминает так называемые «жидкие прокладки», применяемые фирмой Elring для уплотнения жидкостных каналов. Фирма Elring рекомендует для этой цели, в частности, материал Dirko в виде пастообразной массы.
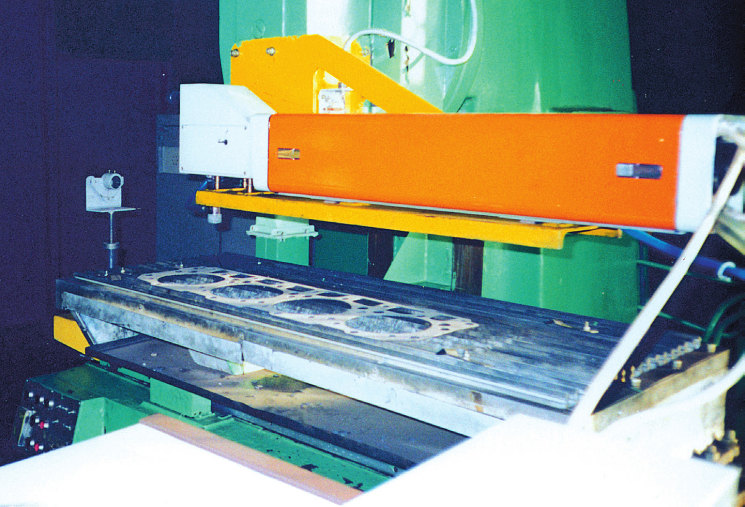
Зачем прокладкам лазер?
Вырубочный штамп – очень дорогой инструмент, он окупается лишь при крупносерийном производстве. А что делать, если партия прокладок невелика?
Тогда применяют классическое для малых серий решение, которое в машиностроении называется «замена позиционной обработки последовательной». Например, используют вместо вырубки вырезку по контуру.
Резка может быть плазменной или лазерной – все зависит от желания и возможностей предприятия. Самое простое решение – двухкоординатный станок с ЧПУ и твердотельный лазер. Последний, в отличие от газовых, имеет небольшие габариты, что позволяет разместить его прямо на станке.
Управляющая программа для станка готовится на основе чертежа нового изделия. Естественно, что сначала вырезаются все внутренние отверстия прокладки, а потом луч обходит внешний контур. Для открытия и закрытия заслонки (прерывания луча) задействуется одна из технологических команд ЧПУ.
Конечно, производительность такого способа невелика, но важно другое. Прокладки ГБЦ – товар ходовой, а контурная вырезка позволит освоить очень широкий ассортимент изделий, в том числе и для иномарок. Вырезали изделие по контуру, испытали – и можно заказывать вырубочный штамп.
Об испытаниях прокладок
Вот что рассказали нам во ФГУП «НАМИ». В основе методики испытаний прокладок ГБЦ лежит ГОСТ 12856–96 «Листы асбостальные и прокладки из них». В настоящее время этот документ входит в состав Технического регламента Таможенного союза «О безопасности колесных транспортных средств».
Испытания прокладки начинаются с визуальной проверки: нет ли разрывов перемычек и оголений каркаса, соответствуют ли контуры изделия чертежу, каково состояние окантовок, правильно ли нанесена полоска уплотняющего герметика и т. д.
Если всё хорошо, проводятся лабораторные тесты на сжимаемость и восстанавливаемось прокладки. После этого из прокладки вырезают прямоугольные образцы и смотрят, насколько они увеличивают толщину под воздействием различных жидкостей. Каких именно жидкостей? Давайте перечислим.
Во-первых, это смесь тосола и воды «один к одному» по объему. Во-вторых – топливная смесь, состоящая из 70% изооктана и 30% толуола. Опять же – по объему. В-третьих, это моторное масло, чаще всего – минеральное 10W‑40 или 15W‑40. В-четвертых, бензин. И наконец, в‑пятых – дизельное топливо. Увеличение толщины образцов после экстремальных «купаний» оценивают в процентах.
Потом проводятся похожие испытания, но уже с другой целью – выяснить, насколько увеличится масса образцов при нахождении в тех же средах – водном растворе антифриза, смеси изооктана и толуола, моторном масле, бензине и дизельном топливе. Кроме того, добавляется оценка увеличения массы при нахождении образца в дистиллированной воде. Пропорции смешивания жидкостей берутся те же, что и в предыдущем испытании, но составляются они не по объему, а по массе.
Таким образом, становится известна реакция прокладки на эксплуатационные среды, с которыми она встретится в реальном двигателе.
Если все в порядке – милости просим на моторный стенд. Здесь проверяются: отсутствие подтеканий антфриза и масла, экономические и мощностные характеристики и другие показатели.
Важнейшим является испытание на безотказность. Прокладка должна наработать определенное число часов в зависимости от литража и типа двигателя. Приведу пример: для бензинового мотора объемом от 1 до 1,5 л это 300 часов. В процессе тестирования проверяется пропуск газов, расход масла на угар и т. д., а по окончании – восстанавливаемость прокладки после реальных моточасов. Если все «экзамены» сданы успешно, прокладка рекомендуется к серийному производству.
Несколько слов о наборных металлических прокладках. Испытывать их на сжимаемость и поведение в агрессивных жидкостях бессмысленно. Поэтому для этих изделий проводят лишь моторные испытания.
Качество уплотнения здесь во многом зависит от точности обработки привалочных поверхностей блока и головки. А также от качества стального листа, из которого изготавливается прокладка. Допуск на его толщину составляет 10 мкм. Нарушили допуск – оставьте мечты о надежном уплотнении.
Внимание: подделки!
В автохозяйствах, ведомственных автомастерских, на сервисных станциях и прочих предприятиях, где ремонтируют двигатели, мотористам попадаются некондиционные прокладки ГБЦ и газопровода. Понятно, что с такими «запчастями» о качественном выполнении ремонта говорить не приходится.
Подобная продукция при внушающем доверие внешнем виде (цвет, фактура, графитовое покрытие и т. д.) изготавливается из низкокачественных комплектующих. Это либо китайская асбестовая бумага, произведенная без какой-либо нормативной документации, либо обычный асбестовый паронит, либо материалы, вообще не имеющие отношения к уплотнительным технологиям, – например теплоизоляционная асбестовая бумага. Надо ли говорить, что такие «уплотнения» даже рядом не стояли с требованиями ГОСТа, и их применение в двигателях недопустимо?
Жесть при изготовлении таких прокладок применяется не той марки, что предусмотрена ГОСТом, а перфорация имеет неправильную форму. В результате ее зубцы недостаточно надежно фиксируют бумагу, что приводит к нарушению герметичности и расслоениям.
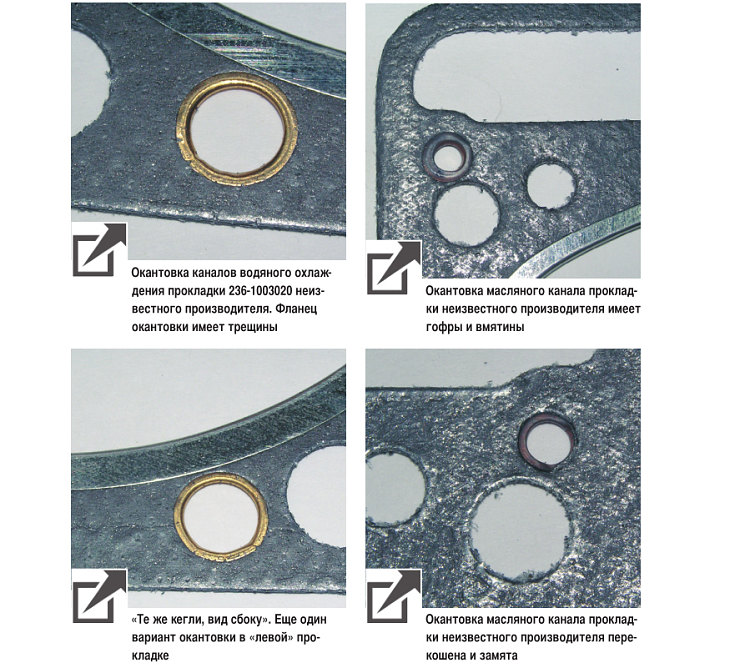
И наконец, об окантовках отверстий. Нередко они выполнены небрежно, с заусенцами, гофрами и нарушением геометрии каналов. Доходит до смешного: встречаются детали с меньшим числом отверстий, чем положено по чертежу!
Что в результате? Некондиционная прокладка, будучи установленной в двигатель, может элементарно не уплотнять камеры сгорания, способствовать попаданию масла в систему охлаждения, антифриза – в систему смазки и обеих жидкостей – в цилиндры. Двигатель будет «троить», перегреваться, не тянуть, чихать и глохнуть. Механик поменяет прокладку, и… если это опять окажется подделкой, история повторится. Не меньше приключений сулит и некондиционная прокладка для газопровода.
Но это еще не все. «Пираты» нередко используют для своих прокладок товарные знаки известных производителей. А это уже не просто подделка – это контрафакт с нарушением исключительных интеллектуальных прав уважаемого предприятия. С нанесением урона его репутации.
Поэтому, с какой стороны ни посмотри, покупать поддельные прокладки нельзя. Ни с технической, ни с юридической точки зрения. Да и с экономической тоже. Арифметика простая: сэкономив копейки, вы рискуете потратить кругленькую сумму на ремонт двигателя. Так что будьте внимательны при покупке.