Чем наносят покрытия от ржавчины Часть 2. Насадки

Итак, без «правильного» оборудования антикоррозионный участок не создать. Даже не пытайтесь! А выбирая насосы и распылительные пистолеты, не забудьте про комплект насадок – без них дело тоже не пойдет.
Что выбираем?
Как говорилось в предыдущей статье, антикоррозионное оборудование традиционно делят на профессиональное и «гаражное». В такой классификации есть условность. По сути, и тот и другой вид адресован профессионалам, просто все зависит от объемов работ. Поэтому далее слово «гаражное» будет идти без кавычек.
Специализированным сервисам, для которых защита автомобилей от коррозии – один из основных видов услуг, понадобится профессиональное оборудование. На таких станциях ежедневно обрабатывают не менее четырех машин. Если же сервис обрабатывает за день одну-две, максимум три автомобиля, можно обойтись и гаражным комплектом. Но все равно четкие критерии выбора указать трудно: окончательное решение принимается «по месту» с учетом специализации, загрузки и площадей сервисной станции.
Напомним еще одно важное положение. В зависимости от технологии нанесения материала профессиональное оборудование разделяется на две группы. Первая группа – это комплект Airless для безвоздушного распыления под большим давлением с коэффициентом умножения 1 : 26. Его используют для обработки днища густыми «тяжелыми» материалами и для закачки в полости «легких» материалов типа ML – последний вариант популярен в Скандинавии.
Вторая группа – набор 1 : 3 для распыления материалов типа ML с участием воздуха. Его применяют для защиты внутренних полостей.
Гаражный набор использует, как правило, магистральное давление 1 : 1 и применяется как для обработки днища, так и полостей кузова.

Шведы знают толк...
В прошлый раз мы говорили о насосах и пистолетах. Не менее важной является и технологическая оснастка, а именно насадки для распыления материала.
Несмотря на внешнюю простоту, это сложные изделия с минимальными допусками. Можно сказать, прецизионные. Возьмем, например, диаметр сопла. От него зависит расход дорогого антикоррозионного материала и качество обработки. Или выверенные углы и радиусы трубок – здесь надо исключить кавитацию, ведь давление в насадке будь здоров! Идем дальше: прочность самой конструкции, минимизация веса без потери надежности, общая эргономика, чтобы рука действовала естественно и мастер не уставал. Вот сколько тонкостей!
Ясно, что здесь не обойтись без проектирования с помощью CAD/CAM-систем и изготовления на оборудовании CNC (Computer Numeric Control). По-нашему, это станки с числовым программным управлением (ЧПУ).
Если говорить о настоящих, фирменных распылительных насадках, то их разрабатывает и производит фирма Invako в Стокгольме. Это вполне естественно – шведы знают, что такое защита от коррозии автомобилей и прочих машин, механизмов и конструкций. Вот и Invako работает на несколько отраслей, включая авиацию и судостроение.
Фирма, в общем-то, небольшая, несколько компактных одноэтажных цехов, но станки там загружены «по-взрослому». Изредка они останавливаются на переналадку и перепрограммирование. Проходит буквально несколько минут, и в контейнеры снова сыплется блестящая продукция: изящные головки, сопла, втулки, переходники.
Внутри и снаружи
Назначение насадок к пистолету для воздушного распыления двояко: во-первых, сформировать «факел», обеспечивающий нужную тонкость и дальность распыла – именно насадки формируют знаменитый «туман», свойственный ML-препаратам. Во-вторых – обеспечить доступ к самым удаленным точкам скрытых полостей кузова.
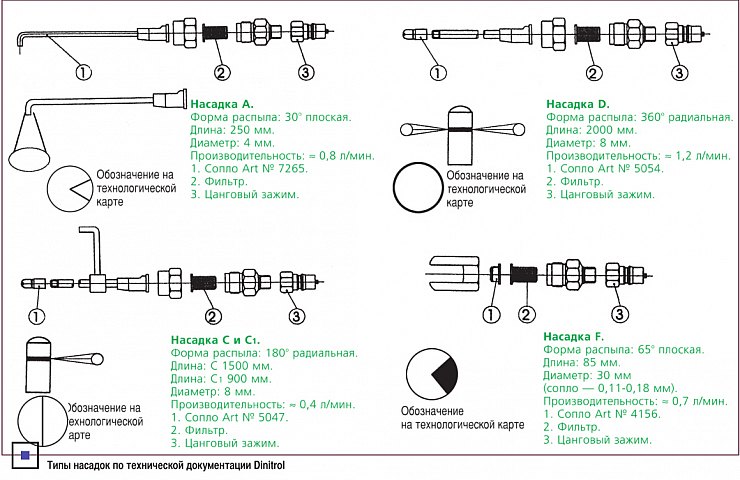
Наиболее распространенные насадки для воздушного распыления показаны на схеме и фотографиях. Давайте кратко охарактеризуем некоторые из них.
Назначение мягкой гибкой насадки с углом распыла 360° – это доставка материала в труднодоступные места кузова. Жесткая металлическая насадка с углом распыла 360° подойдет для защиты порогов и других коробчатых сечений.




А вот такая же, но с углом распыла 180° имеет «узкую специальность»: обработка дверей. Факел, «работающий» на половине окружности, прекрасно защищает нижнюю часть двери, но сохраняет в неприкосновенности механизм стеклоподъемника.
И наконец, насадки типа «крюк» различных диаметров предназначены для обработки капота и багажника через большие технологические отверстия, а также открытых участков – например, отбортовок.
Насадка для обработки днища формирует своеобразный «веер» материала, которым можно работать, как кистью. Толщина щели сопла, формирующего струю материала, колеблется от 0,11 до 0,18 мм, но чаще всего встречается значение 0,15 мм.
Что касается насадок для безвоздушной обработки скрытых полостей (о такой возможности говорилось в начале статьи), то они являются усиленными копиями насадок для воздушного распыления. Исключение составляет гибкая виниловая насадка: в безвоздушных технологиях она не применяется.
Описанный набор – непременная составляющая комплекта профессиональной оснастки.
Необходимо сказать и об армированном шланге для подачи материала к пистолету. Он разработан специально для антикоррозионной обработки и выдерживает давление до 1000 атмосфер с учетом запаса прочности. Использовать какие-либо другие шланги для насосов высокого давления недопустимо.
К насадке нужен мастер
Численность автомобильных «популяций» неодинакова. Так, вероятность появления на сервисе «Лады» несравненно выше, чем «Доджа». А ведь качество и время обработки зависят и от того, насколько хорошо исполнитель знает данную модель и как часто он сверяется с технологической картой. Наши консультанты, эксперты фирмы ЮВК, выделяют три типичные ситуации.
• Данная модель автомобиля мастеру хорошо знакома, в технологическую карту он не заглядывает.
• Модель уже обрабатывалась мастером, но лишь один-два раза, и то давно. Требуется частая сверка с технологической картой, что увеличивает время обработки на 10-50%.
• Модель мастером не обрабатывалась, требуется скрупулезное изучение карты и автомобиля, при этом время обработки может увеличиться в 2 раза.
Наш опыт изучения работы российских антикоррозионных станций показывает, что на обработку кузова они тратят больше времени, чем рекомендуют производители антикоров. В чем причина расхождения западных и российских временных норм? Их несколько: во-первых, отсутствие на российских станциях потока клиентов и, следовательно, «конвейерного» принципа работы. Сегодня, когда часть рынка антикоррозионных услуг взялись обеспечивать автосалоны, это стало особенно ощутимым.

Во-вторых, разная стоимость услуг в странах Скандинавии и в России. Увеличивать цену нельзя – наш автовладелец «не потянет». А у сервиса зачастую наблюдается недостаток оборотных средств, не позволяющий поставить дело «на поток» и проводить рекламные кампании для привлечения клиентов.
В итоге ниша антикоррозионных услуг в России остается незаполненной. Но нет худа без добра: нашим сервисам открывается широкое поле деятельности. Есть где развернуться! И современные технологии, оборудование и оснастка – не последнее дело в привлечении клиентов. Ведь машины-то как ржавели, так и ржавеют. С химией и физикой не поспоришь – особенно на дорогах с анигололедными реагентами. Но это уже другая тема.
